新闻资讯中心News Center
13510230576
塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角”出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的。
因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
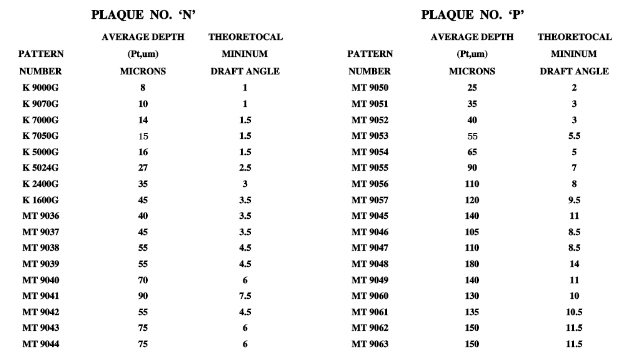
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用 1/8 度或 1/4 度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每 0.025mm 深的织纹,便需要额外 1 度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的肋骨及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。


构成模具型腔的零件统称为成型零件,它主要包括凹模、凸模、型芯、镶块、各种成型杆、各种成型环。由于型腔直接与高温高压的塑料相接触,它的质量直接关系到制件质量,因此要求它有足够的强度、刚度、硬度、耐磨性,以承受塑料的挤压力和料流的摩擦力,有足够的精度和较低的表面粗糙度(一般R0.4μm以下),以保证塑料...

深圳市君强实业有限公司是一家专业从事模具晒纹,咬花,精加工企业。我们尊崇“诚信铸就品质,质量赢得市场”的企业精神,营造良好的服务环境,以全新的管理模式、放心的品质,合理的价格为生存的根本。我们始终坚持客户至上,携手新老客户一道共创美好的未来!...
查看详情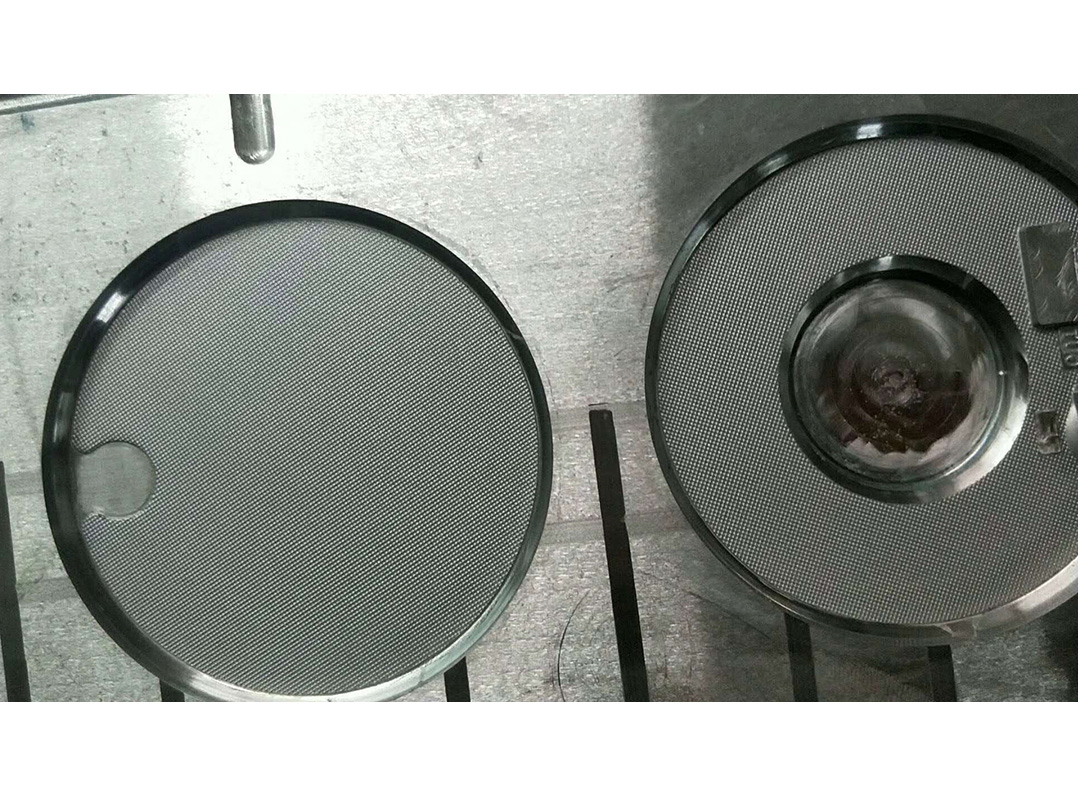
君强上周就接待了一个日资企业,一开始他们对于模具的要求也是非常的高,也是因为当地很多模具晒纹厂家都无法达到他们的标准要求。因此找到了我们君强,在经过君强的相关评估,以及结合以往的模具加工案例,最后选择的君强。 ...

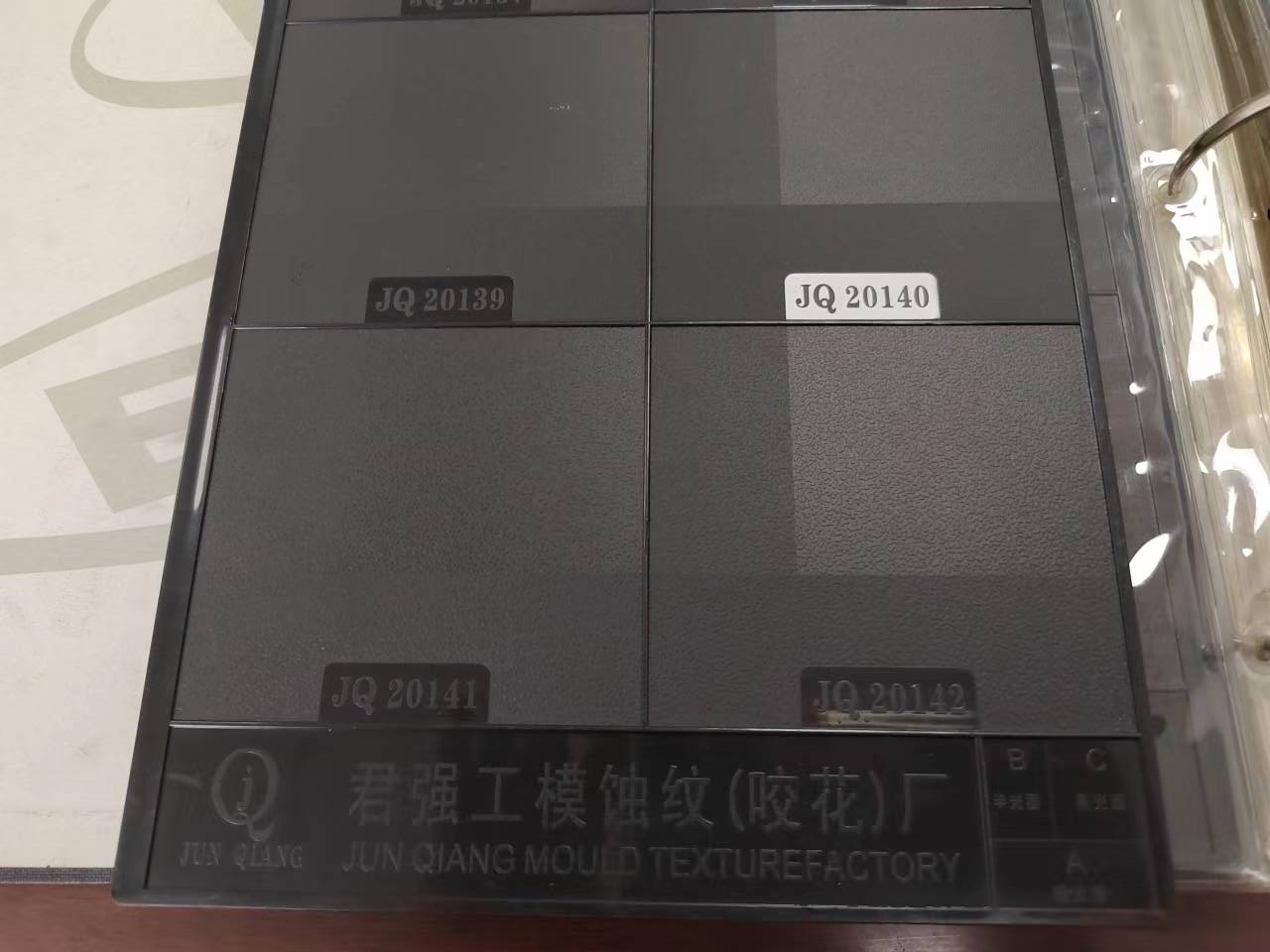
模具咬花分为两种,对称形和非对称形,具体如下:1.有对称形图纹如正方形对应,圆形对应;2.非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的 ...

模具咬花分为两种,对称形和非对称形,具体如下:1.有对称形图纹如正方形对应,圆形对应;...

ASUS是大家都很熟悉的大公司,他们也选择了君强公司… ...

君强
专业,更放心

多年研发经验
造就优秀产品质量

所有产品均可开具增
值专用发票

产品技术支持
7x24小时保障
 模具晒纹咨询扫一扫
模具晒纹咨询扫一扫
 扫描进入手机网站
扫描进入手机网站