新闻资讯中心News Center
13510230576
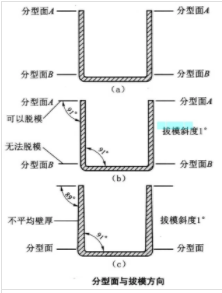
斜滑块抽芯机构的工作原理及其类型 当塑件的侧孔、测凹或侧凸较浅,所需的抽芯距不大,但侧孔、测凹或测凸的成型面积较大,需要较大的抽拔力时,可以采用斜滑块抽芯机构进行侧向分型与抽芯。
斜滑块抽芯机构的特点是:模具型腔全部或部分由斜滑块拼合而成,顶出时利用脱模推出机构的推力,驱动滑块斜向运动,在塑件被顶出脱模的同时由滑块完成侧向分型与抽芯动作。通常,斜滑块抽芯机构要比斜导柱抽芯机构简单得多,一般可分为斜滑块外侧分型机构和斜滑块内侧抽芯机构。
斜滑块抽芯机构的设计特点
1)斜滑块的组合形式。根据塑件的需要,斜滑块通常由1-6块组合而成,在某些特殊情况下,斜滑块还可分得更多。设计斜滑块的组合形式时,首先应考虑分型与抽芯方向的要求,并尽量保证塑件具有较好的外观质量,不要使塑件表面留有明显的拼缝痕迹。另外,还应使斜滑块的组合部分具有足够的强度。
2)斜滑块的导滑。几种常见的外抽芯斜滑块导滑形式分别称为T形槽导滑、镶块导滑、圆销导滑和燕尾槽导滑。其中,前三种加工比较简单,T形导滑槽随着线切割加工方法的普遍采用而应用最为广泛。燕尾式加工比较复杂,但因占用面积小,在斜滑块的镶拼块较多时选用较合适。斜滑块导滑部位均应采用H7/f7或H7/h8的间隙配合,这与斜导柱抽芯机构中滑块与滑槽的配合性质一样。
几种常见的内抽芯斜滑块导滑形式,设计时,尺寸L应保证斜滑块有足够的侧向移动距离,以保证内侧抽芯动作的顺利完成。
3)斜滑块的推出形程与倾斜角。斜滑块抽芯机构推出行程的计算方法同斜导柱抽芯机构最小开模形程的计算方法相似。为保证导滑精度,避免滑块复位时倾斜而运动不流畅,导滑长度应是斜滑块顶出高度的1.5倍。
斜滑块的强度较高,可承受较大的弯矩,其倾斜角可比斜导柱倾角设计得大一些,不过最好不要超过26°。另外,在设计同一副模具时,如果塑件各处的侧凹深浅不同,可将各处的斜滑块设计成不同的倾斜角,以便在相同的推出行程下得到不同的侧向抽芯距。
4)斜滑块的装配要求。为保证斜滑块合模时拼合紧密,避免注射成型时产生溢斜飞边,斜滑块装配时与模套底部及端面之间均要留0.2~0.5mm的间隙。这样斜滑块与动模(或导滑槽)之间有了磨损之后,通过修磨斜滑块的端面,还可继续保持拼合的紧密型。
5)斜滑块推力不均问题。采用推杆直接推动斜滑块运动时,由于加工制造的误差,往往会出现推力不均,斜滑块不能平稳移动的现象,严重时能使模具或塑件被损坏。如果需要解决这一问题,可在推杆与斜滑块之间加设一个推板。
6)正确选择主型芯位置。主型芯位置应尽量选择位置在动模上,这样,主型芯在塑件的脱模过程中具有导向作用,塑件与各斜滑块脱离的机会均等,所以脱模顺利。
7) 开模时斜滑块的止动方法。斜滑块通常设置在动模部分,并要求塑件对动模部分的抱紧力大于对定模部分的抱紧力,这样开模时,塑件才能留在动模一侧。但有时因为塑件的特殊结构,定模部分的抱紧力大于动模部分,此时如果没有止动装置,斜滑块在刚开模时便有可能与动模产生相对运动,导致塑件损坏或滞留在定模而无法取出。开模时,在导销的约束下斜滑块不能进行侧向运动,塑件随斜滑块与动模一起运动。这种结构要安全、可靠。

塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。模具凸、凹模及辅助成型系统的协调变化,可以加工出不同形状、不同尺寸的一系列塑件。塑胶模具是工业之母,新产品的发布都会涉及到塑料。塑胶模具生产出来的产品有各种颜色是添加了着色剂。着色剂可使塑料具有各种鲜艳、美观的颜色。塑料产品表面...

深圳市君强实业有限公司是一家专业从事模具晒纹,咬花,精加工企业。我们尊崇“诚信铸就品质,质量赢得市场”的企业精神,营造良好的服务环境,以全新的管理模式、放心的品质,合理的价格为生存的根本。我们始终坚持客户至上,携手新老客户一道共创美好的未来!...
查看详情
君强上周就接待了一个日资企业,一开始他们对于模具的要求也是非常的高,也是因为当地很多模具晒纹厂家都无法达到他们的标准要求。因此找到了我们君强,在经过君强的相关评估,以及结合以往的模具加工案例,最后选择的君强。 ...

模具咬花分为两种,对称形和非对称形,具体如下:1.有对称形图纹如正方形对应,圆形对应;2.非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的 ...

模具咬花分为两种,对称形和非对称形,具体如下:1.有对称形图纹如正方形对应,圆形对应;...

ASUS是大家都很熟悉的大公司,他们也选择了君强公司… ...

君强
专业,更放心

多年研发经验
造就优秀产品质量

所有产品均可开具增
值专用发票

产品技术支持
7x24小时保障
 模具晒纹咨询扫一扫
模具晒纹咨询扫一扫
 扫描进入手机网站
扫描进入手机网站